
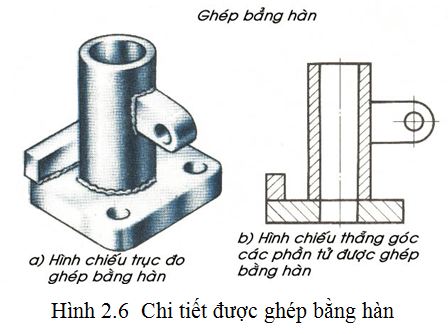
1 .Đặc điểm:
Hàn là biện pháp ghép kim loại mà không thể tháo được. Hàn khí ra đời từ lâu, còn hàn điện mới khoảng 100 năm nay và đã có những cải tiến nhanh chóng nhằm nâng cao chất lượng mối hàn, năng suất, an toàn, độ ổn định và tin cậy… Ngày nay hầu như hàn có thể thay thế 90% cho mối ghép đinh tán. Ghép bằng hàn có những đặc điểm sau:
Ưu điểm:
– Năng suất cao nhất, không phải khoan, đột.
– Kinh tế nhất, nhất là hàn hồ quang điện.
– Có thể cắt lượng kim loại dày đến trên 300mm với năng suất cao nhất và giá thành rẻ nhất mà không phương pháp gia công cơ khí nào sánh kịp (cắt bằng gió đá).
– Có thể thực hiện tại hiện trường, trên máy mà không phải vận chuyển, gá vật lên máy.
Nhược điểm:
– Do phải nung nóng nên làm hư tổ chức kim loại, nhả tôi chi tiết được nhiệt luyện tốt, hay gây biến cứng vật lắp ghép do nguội nhanh, bị nứt vở khi làm nguội nhanh…
– Gây biến dạng, hư hỏng hình dạng bề mặt nên tránh dùng cho các chi tiết đã gia công tinh rồi.
– Độc hại, do khói thuốc hàn xông lên mắt, hít vào mũi. Hồ quang điện có nhiều tia X, tia âm cực gây hại mắt và làm bỏng da. Nguy hiểm khi làm việc trên cao.
– Hàn gió đá nếu bất cẩn, cháy ngược có thể gây nổ bình đá, bình oxy nổ gây tổn hại về nguời và tài sản.
– Chất lượng mối hàn cổ điển thường không cao, có nhiều vết nứt, lỗ bọt nên ngày xưa các công trình quan trọng như nồi hơi áp lực không dám dùng hàn, phải dùng đinh tán. Tuy nhiên, ngày nay nhờ các phương pháp hàn tiến bộ nên hàn là phương pháp chủ yếu cho việc gia công nồi hơi áp suất nhờ những biện pháp kiểm tra hiện đại bằng siêu âm….
2 .Phân loại và phạm vi sử dụng:
Mục đích cuốn sách này là nhắm vào cách biểu diễn mối hàn nên việc mô tả thiết bị và công nghệ hàn là không cần thiết. Tuy nhiên, giới thiệu qua một số phương pháp hàn và phạm vi sử dụng thì cần thiết.
a. Hàn khí acetylen (hàn gió đá): gồm gió, oxy, đá, khí đá, đất đèn tạo acetylen. Chỉ hàn vật mỏng, tole dưới 1mm bằng gió đá, kim loại thứ ba đưa vào có thể là sắt hay đồng. Ngọn lửa gió đá cho nhiệt độ đến 3000o trong khi nhiệt độ nóng chảy của sắt thép khoảng 1560o. Để tránh oxit hóa mối hàn khi ở nhiệt độ cao, ta thường nhúng que kim loại vào bột hàn the để tẩy sạch mối hàn và đẩy không khí ra khỏi vùng hàn. Một ưu điểm đặc sắc của hàn gió đá là cắt đứt kim loại dầy nhất, năng suất cao nhất như đã trình bày ở phần trên nhờ tận dụng triệt để tính bị oxid hóa khi ở nhiệt độ cao của thép.
b. Hàn hồ quang điện: Do tình cờ mà năm 1890 Elihu Thomson, nhà sáng chế nổi tiếng người Mỹ, đã để chạm mạch của 2 bản tụ điện chai Leyden, sức nóng làm dính 2 dây điện lại không tài nào tha’o ra được và như vậy hàn hồ quang điện ra đời với vô số ứng dụng làm thay đổi bộ mặt thế giới vào cuối thế kỹ 19. Chuyên dùng hàn vật dày từ 1mm trở lên và có thể hàn vật dày bất kỳ, cho mối hàn bền chắc có thể dùngtrong chế tạo máy. Tuy nhiên, chất lượng bề mặt mối hàn (mối hàn có ngấu không) thường phụ thuộc tay nghề công nhân hơn là thiết bị. Các biến thể của hồ quang điện là hàn mig, mag, tig. Hiện nay hàn vỏ tàu, nồi hơi, các vật gia dụng chủ yếu là dùng hàn điện. Máy hàn điện thực chất là một máy biến thế hiệu thế ra ở hai đầu mỏ hàn và vật hàn là 60V để an toàn, nhưng cuờng độ dòng điện hàn rất lớn tối thiểu là 30A.
c. Hàn áp lực (hàm bấm) cho mối hàn đẹp nhất không cần kim loại thứ ba, hai kim loại của vật hàn tự chảy dưới nhiệt độ cao 3000o và bị nén dưới áp lực nên tự dính nhau. Hàn bấm có nguồn gốc từ hàn thủ công gọi là hàn rèn.
d. Hàn vẩy đồng: Dùng hàn các vật mỏng, chịu lực cao và nhẵn đẹp, dùng hàn nối lưỡi cưa gỗ bằng cách nung các thanh sắt nóng đỏ ép hai đầu vật hàn có nhúng hàn the giữa là miếng đồng, dưới tác dụng của nhiệt và áp lực miếng đồng chảy ra và làm dính hai kim loại.
e. Hàn chì (hoặc hàn thiếc, hàn antimone (Anh: Antimony)): Hàn vật mỏng, Block máy bằng hợp kim nhôm… Đặc biệt hàn chì chỉ chịu nhiệt thấp dưới 150o, có thể tháo ra sau này dễ dàng bằng cách thổi nóng chảy mối hàn chì mà không làm hư chi tiết. Ví dụ, hàn mối nối dây điện, thùng giải nhiệt ôtô (radiateur) hàn chì được biểu diễn giống dán sẽ trình bày ở phần sau.
3. Vẽ biểu diễn mối hàn:
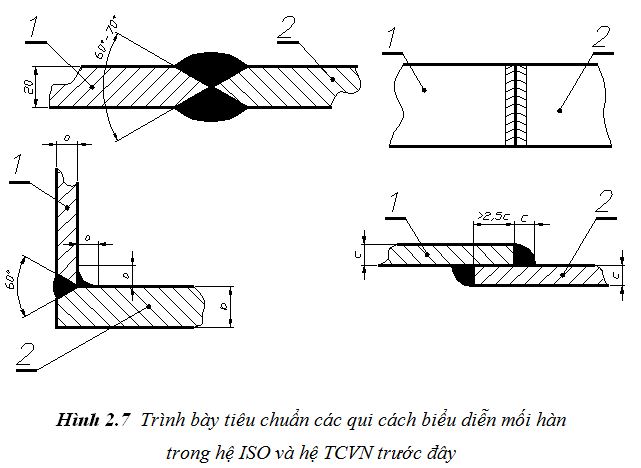
Đây là mục đích chính của chương này. Hiện nay, TCVN có nhiều thay đổi so với tiêu chuẩn trước đây của ISO nên chúng tôi trình bày cả hai loại để sinh viên dễ tham khảo.
Không có sự phân biệt phương pháp hàn, nếu muốn chỉ rõ phương pháp hàn có thể ghi thêm trong yêu cầu kỹ thuật hoặc trong chú thích của bản kê chi tiết.
Theo ISO thì:
– Vật mỏng dưới 5mm không cần vát mép, có thể hàn trực tiếp sau khi kẹp chặt hai vật cần hàn bằng eteau, kìm bấm…
– Vật dày 10 đến 20mm thì mổi chi tiết được vát một bên với góc vát 30o nghiêng với đường ngang.
– Vật dày trên 20mm thì mổi chi tiết được vát hai mép góc 30o mặt trên và dưới
– Bắt buộc hai vật phải ép sát nhau trước khi hàn để: Bảo đảm chính xác kích thước mong muốn, truyền được điện…. Bề dày mối hàn cũng tối thiểu cũng bằng bề dày mỏng nhất của một trong hai vật hàn.
Hình 2.7 trình bày ký hiệu mối hàn theo TCVN trước đây
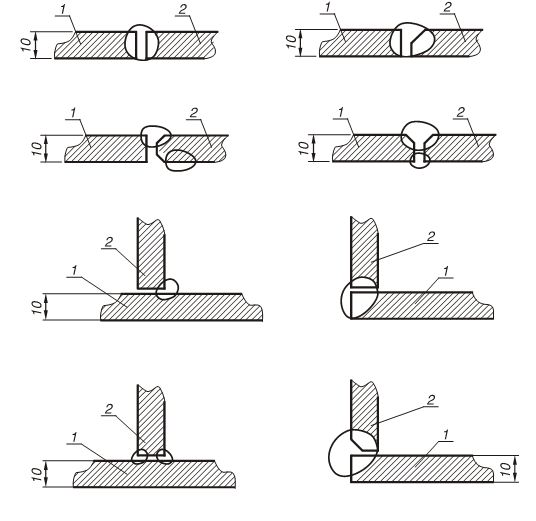
Hình 2.8 trình bày tiêu chuẩn vẽ mối hàn theo TCVN hiên nay, nhận xét ta thấy không qui định rỏ ràng về điều kiện vát mép và độ khít của 2 vật hàn. Hiện nay hàn hồ quang điện pháp triển thêm phần khí bảo vệ, dây thuốc bảo vệ mối hàn và điện cực không chảy dể dàng cho tự động hóa, điều khiển tự động bằng robot cũng như bảo vệ cho công nhân hàn tốt hơn như:
– Tig : Điện cực không mòn với lớp khí Argon hay Helium bảo vệ.
– Mig: Điện cực ăn mòn được máy cấp liên tục với lớp khí Argon hay Helium bảo vệ.
– Mag: Điện cực ăn mòn được máy cấp liên tục với lớp khí CO2 bảo vệ.
– FCAW: Hàn dây lỏi thuốc được cấp liên tục không có khí bảo vệ, ống dây thuốc hàn cháy sẽ bảo vệ mối hàn.

Nguồn: http://advancecad.edu.vn





{kind=link}